Prozessabhõngige Ablaufsteuerung
Beispiel zur ProjektierungMit Hilfe eines Automatisierungsgerõtes (SPS) soll eine Steuerung entwickelt werden, die es erm÷glicht,
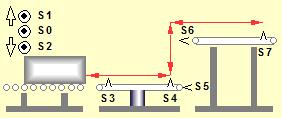
- Technologieschema:
- Anschlussplan:

| Eingõnge | Ausgõnge | Merker | ||||||||||||||||||||||||||||||||||||||||||||
|
|
|
| Sequenz | Algorithmus |
| Band1 Vorlauf unten |
SM1 = I1 ^ I3 ^ I4 ^ I5* ^ M7* RM1 = I4* |
| Hubisch AUF |
SM2 = I4* ^ I5* ^ M7* RM2 = I6* |
| Bõnder Vorlauf oben |
SM3 = I4* ^ I6* ^ M7* RM3 = I7* |
| R³cklauf-Merker setzen |
SM7 = I7* RM7 = I3 ^ I4 ^ I5* |
| Bõnder R³cklauf oben |
SM4 = I2 ^ I6* ^ I7* ^ M7 RM4 = I6* ^ I3* |
| Hubtisch ab |
SM5 = I6* ^ I3* ^ M7 RM5 = I5* |
| Band 1 R³cklauf unten |
SM6 = I3* ^ I5* ^ M7 RM6 = I3 ^ I4 |
| Stop-Merker |
SM0 = I0* RM0 = I1 v I2 |
| K1 - Band 1 Vorlauf | Q1 = (M1 v M3) ^ M0* |
| K2 - Band 1 R³cklauf | Q2 = (M4 v M6) ^ M0* |
| K3 - Hubtisch auf | Q3 = M2 ^ M0* |
| K4 - Hubtisch ab | Q4 = M5 ^ M0* |
| K5 - Band 2 Vorlauf | Q5 = M3 ^ M0* |
| K6 - Band 2 R³cklauf | Q6 = M4 ^ M0* |
5. Realisierung mit Kleinsteuergerõt